Legal Expert Witness Activities of FRPERC
Tuesday, 14 April 2015
by Stephen James
Members of FRPERC are experienced in providing advice to food companies, food equipment manufacturers, distribution and storage companies, and enforcement authorities. This can range from a short note laying out the current legal requirements for a food or process, through to giving evidence at the Old Bailey. Most of our work is in civil disputes, however we have also been involved in providing expert opinions in criminal prosecutions. Our work has been in many varied areas including those outlined below. With changes in the way courts work we are increasingly appointed by the court, with the agreement of both parties, as the sole expert witness.
Temperature Legislation
With our long proven expertise in meat refrigeration, especially carcass chilling, a number of cases that we have been involved in have regarded red meat temperature regulations. After beef, lamb or pork animals are killed current legislation requires that they are immediately refrigerated and the temperature throughout the side or carcass reduced to below 7°C before cutting or transportation. Similar legislation applies to poultry carcasses, but with a lower temperature of 4°C.
At all meat abattoirs veterinary officers are required to measure carcass temperatures and certify them as being low enough for dispatch or processing. However, it is difficult and very time consuming to measure the maximum temperature in all carcasses in a chill room. Chilling of meat carcasses is a long process, over 48 hours for large beef sides, and small changes in room temperatures, or air movement, can cause large variations in chilling time. Since the profitability of an abattoir depends on its throughput there is considerable pressure to dispatch meat as soon as possible irrespective of its internal temperature.
In two legal cases, where FRPERC’s expertise was sought, meat temperatures were reported to be considerably above 7°C. In one case, the carcasses arrived at a wholesale meat market at temperature of up to 13°C. The abattoirs case was that the meat had been at the correct temperature when it left and had either 1) warmed up during transport, 2) warmed up when being unloaded and stored before being measured, 3) not had the temperature measured in a reliable manner or 4) a combination of all three. As is usual in legal cases there was a lack of clear reliable data. In both cases it was difficult to match carcass slaughter data (weights and times) with meat and chill room temperatures, dispatch times, conditions on the transport vehicles, unloading and storage conditions. We were asked our opinion on whether it was possible that the carcasses were dispatched at a temperature below 7°C but had warmed to the temperatures measured at the market during transport, or whether they had not been below 7°C before dispatch.
Knowing the carcass weights and likely chilling conditions we determined the likely deep meat temperature after the range of possible times. We could not find any published data on rates of warming of chilled meat in a transport vehicle if the refrigeration system failed. We therefore resulted to our suite of computer prediction programmes. One, CoolVan allowed us to predict the rate of heat ingress into a lorry body under different weather conditions. A second allowed us to predict the resulting temperature profile from surface to deep in the carcasses after different transport times and different starting conditions. From these modelled predictions of the temperature profiles we calculated the likely error in measuring the final temperature. Our conclusions were that it was highly unlikely that the carcasses were chilled to below 7°C before dispatch, and, if they were, it was impossible for the temperatures to rise to the levels measured during distribution. In both cases the court agreed.
One of these cases went to the High Court, where the Judge made a very far-reaching judgement. Looking at the legal wording of the regulations he ruled that the responsibility to keep the meat below 7°C was that of the Licenced Food Operator. Contracting a third party to transport the meat did not remove the responsibility from the abattoir and they were legally responsible to not only load but also deliver the meat at the correct temperature.
A third case was settled out of court in favour of a veterinary officer who was locked in a chill room by the abattoir owners for not allowing warm meat to be loaded.
Fit for Purpose
FRPERC has worked on many cases where the main issue was whether the raw material supplied was “Fit for Purpose”. As an example, a number have involved the purchase of frozen fish portions destined to end up as a battered or breaded fish product. If we are lucky samples of the frozen raw material and some of the finished products may be available. However, the disputes often date back many years so the samples can easily be 2 to 3 years past their best before date. It is therefore difficult to relate the quality of the samples examined with their quality when delivered. However the frozen storage life of products can be considerable we have found 6 year old beef and breaded fish that was 3 years past its best before date had excellent eating quality.
A common question in most cases is “Was the material fit for purpose – i.e fit for human consumption?” We can find no straightforward definition of what constitutes ‘fit for human consumption’. The nearest we have found are “In determining whether any food is unfit for human consumption, it should be taken into account whether this food is unacceptable for its intended use because of its contamination, whether by extraneous matter or otherwise, due to putrefaction, decaying or decomposition.” This appears very similar to a statement in the General Food Law Regulation (EC) No 178/2002 which states, in Section 4, Article 14, points 5 and 6 that:
“In determining whether any food is unfit for human consumption, regard shall be had to whether the food is unacceptable for human consumption according to its intended use, for reasons of contamination, whether by extraneous matter or otherwise, or through putrefaction, deterioration or decay.
Where any food which is unsafe is part of a batch, lot or consignment of food of the same class or description, it shall be presumed that all the food in that batch, lot or consignment is also unsafe, unless following a detailed assessment there is no evidence that the rest of the batch, lot or consignment is unsafe.”
In the on-line medical dictionary it defined unfit for human consumption as “meat or other food considered by a qualified food inspector to be unsuited for entry into the human food chain because of the presence of disease, immaturity, physical damage, emaciation, edema, contamination by gut contents or unauthorised additives or being meat of another, unauthorised species, or meat that has not undergone approved inspection by health authorities.”
In most cases we have dealt with the raw material has been fit for human consumption. ‘Fit for purpose’ is a very different matter. In one case the raw material was destined to for a product that was to be marketed as a ‘Chunky’ product.
Again we do not know of any legal definition of ‘Chunky’ when applied to a food product. The dictionary definition of a chunk is ‘a thick solid piece, as of meat, wood, etc; a thick mass or lump of anything’. We have looked at the product pictures on packs of ‘chunky’ products from many manufacturers. The common factor is that they show large recognisable pieces of muscle that splits up into natural pieces during cooking. This differentiates them from the cheaper products that show a far more homogeneous distribution of smaller pieces of muscle. For the particular cases we have been involved in, test cooking the raw material in three different ways showed clearly that a consumer would not receive the chunky product they would expect.
Another common question is does the raw material conform to the buyers’ or sellers’ specification of the raw material? At FRPERC we teach our students that “A specification should be a clear, unambiguous, and measurable”. Few if any, of the specifications we meet in legal cases are clear, unambiguous, and measurable. In many cases it is difficult to determine whether any buyers’ or sellers’ specification was actually in place at the time the material was supplied. Sometimes the specifications are incompatible, usually incomplete and often more of an expectation than a specification. “Well they knew what we produced when they sold it to us”.
Chunky was a case in point. In our experience meat and vegetable operations tend to define the minimum and maximum size of the pieces they expect in measurable terms i.e. 2±0.5cm dices for meat or 1±0.2cm for vegetables. However some parts of the fish industry appear to rely on ambiguous, immeasurable statements such as ‘chunky cod portions’ in their specifications.
Equipment Performance
FRPERC often gets involved in legal disputes over the performance, or lack of performance, of equipment, whole systems or even whole factories.
An example was the case of a spiral freezer for dough where the evaporator coils iced up in hours rather than the planned days. The bakery believed that the freezer was poorly designed and constructed allowing humid air to infiltrate the structure and being deposited on the coil. Our initial experimental studies and calculations demonstrated that it was impossible for the amount of ice that was building up to be produced by infiltration alone. The only other source of water was the product itself. However, the original estimate had been that very little weight was lost during the freezing process. A controlled trial with over 100 dough samples showed that the loss was substantial with a very high rate from the warm dough as it entered the spiral. A clear example of the need to understand how a food behaves before you specify and design a system.
A newly installed suite of display cabinets in a very up-market farm shop was another case where we were asked to investigate equipment performance. At first glance the cabinets presented the food (fresh meat, meat products, delicatessen products, cheeses and cream cakes) in a very attractive manner. However, the local Environmental Health Officer had measured very high temperatures in many of the products and had issued an enforcement order. The cabinet installers claimed that loading with warm food, food above the load line, and excessive store lighting was the reason for the temperature problems, while the shop blamed the cabinets themselves.
We installed temperature sensors throughout the cabinets and on the refrigeration systems themselves. The temperatures were monitored in the empty cabinets overnight. Pre-cooled instrumented foods were then placed in the cabinets and monitoring continued during the working day. We also measured the air movement within the cabinets at different time intervals throughout the day. The overnight monitoring revealed large, up to 12°C, differences in temperature within the load space and equally large temperature cycles at different positions. Pre-cooled products, especially those at the front of the cabinet, warmed up throughout the day and reached temperatures well within the growth range of food pathogens. On closer examination of the cabinets clear design flaws were seen. Circulating fans were underpowered, did not operate continuously and only passed air through parts of the evaporator coil. The compressors being placed at the front of the cabinets with little insulation between this source of heat and the displayed product caused the warm front areas, a clear example of style over substance.
Another case involved a brand new ready meal plant installation. After completion, as the factory ramped up production it became impossible meet the required final product at a temperature of ≤3°C. We were asked to investigate, see where the problems were, apportion responsibility, and suggest solutions.
A chilled ready meal plant is just a scaled up kitchen. Ingredients are assembled, solids and sauces cooked then cooled. The cooled ingredients are stored before being transferred to the assembly line, assembled into individual meals, sealed then packaged ready for dispatch. The critical refrigeration process is the cooling of the cooked ingredients. After this stage all the subsequent processes are just designed to maintain the temperature of the food.
Seeing whether the blast chillers met their specification was therefore a key initial requirement. Among the folders of material and construction specification for the original tendering document there was only one sentence on the performance expected from the blast chillers. “Each blast chiller should be capable of chilling 990kg of cooked products from an initial starting temperature of 70°C to below 3°C in 4 hours”.
The factory cooked food in brat pans or retorts in batch sizes ranging from 250 to approaching 1000 kg and the hot product was decanted into gastronorms approximately 12 cm deep. These were loaded onto racks and the racks wheeled into the blast chillers. The cooling time of any food is related to its depth and previous studies had shown that if surface freezing is to be avoided it is impossible to cool products over 10cm deep in less than 7 let alone 4 hours. We therefore set about measuring the performance of the blast chillers. In practice (Figure 1) the food was often over 90°C when loaded and after over 7.5 hours the core was still above 8°C. At best the throughput of the blast chillers was less than a third of that required.
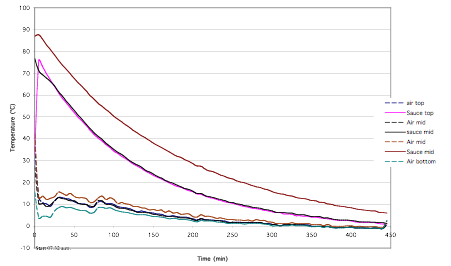
Figure 1. Cooling of sauce mixtures in blast chiller
In addition to having the correct depth of food, meeting a cooling requirement in a blast chiller requires 1) the correct air temperature over the surface of the food; 2) the correct air velocity over the surface of the food; and 3) having the refrigeration coil delivering the cooling capacity required to extract the heat released by the food. In this case our measurements showed that none of these requirements were being met.
So who was to blame? In our report we apportioned responsibility to just about everybody involved. The food company had not produced a clear, unambiguous process specification for their requirements. The main design and management consultant had never been involved in a food factory before and did not realise the importance of chilling in producing chilled food. Nobody had been employed to design the blast chillers. The company that constructed the chillers had not designed them to achieve the correct airflow over the food. The company installing the refrigeration coils and the refrigeration plant had not sized the system to extract the required amount of heat. Our suggested ‘part solution’ was 1) to put less hot food in each gastronorm; 2) increase the fan power and install turning vanes; 3) increase the flow rate in the secondary cooling coils; 4) put the hot racks through a short ambient cooling cycle before they entered the chillers; and 5) load the chillers in a sequence designed to balance the refrigeration load.
Insurance Claims
Insurance claims make up another interesting area of our legal work and again cover a wide range of topics.
Is the claimant claiming ‘like for like’? When a bakery was totally destroyed in a fire we were asked to see if the new plant being claimed for was comparable with that lost in the fire or was the company trying to “replace Mini’s with Rolls Royce’s”. Much of the plant destroyed was quite old and in some cases it was quite difficult to obtain a realistic specification of its performance. In some cases the new plant was the nearest available to that destroyed. In other cases it was clear that systems with much higher performance had been purchased.
Could the loss have been mitigated? When a fire on a container vessel shut down the refrigeration systems could the frozen food have been saved if the vessel had unloaded at a closer port rather than continued on its journey for 1,000s of miles before reaching its destination? A complicated question to answer requiring data on the weather conditions, the position of the containers of interest on the vessel, the insulation properties of the containers, the thermal properties of the food, etc. It also involved the temperature at which the food becomes ‘unfit for purpose’ and therefore of little value. Using published data and our computer models we were able to predict the length of time that product in specific containers were likely to still have value. With this data and the speed of the vessel a range of ports were identified that could be reached before all the food was unsalable. Further studies were required to see if these ports had suitable facilities to refrigerate the containers and/or sell the contents. Another complication also occurred that some of the meats were not acceptable to some of the ports. In the end we agreed a joint report with the opposing experts and the case was settled out of court.
Could the loss have been mitigated? Was the question in another situation, but the arguments were rather different. A major explosion occurred in a large chemical processing factory next to a retailers distribution centre. Damage occurred to the centre, and there were risks of more explosions, so the police ordered the centre to be evacuated. At the time many refrigerated distribution vehicles were part or fully loaded. Some had their refrigeration systems operational other did not and it was a number of days before anybody was allowed back on site. The retailer claimed for the cost of the food lost and its extra costs in stocking its stores from different depots. The insurance company for the chemical plant claimed that much of the food still had value and a different strategy by the retailer would have mitigated the loss. As is usual in most legal cases little real data was available. Some of the vehicles were fitted with temperature loggers that had been activated before the explosion while others did not. Most of the loggers that were operational ran out of battery power before people were allowed back on site. As added complications it was not clear where the temperature measurement points were in the vehicles and a number were multi-compartment with ambient, chilled and frozen sections. The loading manifests for each vehicle showed a wide range of food with widely different temperature sensitivities in terms of both food safety and food quality. The retailer operated a crisis management plan that came into operation within hours of the distribution site being closed. It involved reassigning drivers to different depots, hiring extra vehicles and supplying their shops from the different centres. When the distribution centre came back on line it was not just a question of sending the vehicles to their original destinations. All the food was written off and disposed of and the vehicle brought back into normal operation as soon as possible. The representatives of the chemical sites insurance company argued that much of the food was ‘still fit for purpose’ and a different strategy would have resulted in a much smaller claim. They suggested that the vehicles could have been sent to the destination shops and sorted there, the goods unpacked and sorted at the distribution centre or sent to another centre to be sorted and some recovered.
We were asked to analyse the data and determine the likely remaining safe and/or quality life of the food and give our views on the feasibility of any of the proposed mitigation strategies. Our studies showed that some food would definitely not be fit for purpose, some were likely to have some shelf life left in them, and with many others the answer was maybe. All the suggested mitigation strategies had real practical problems. Stores did not have the personnel, expertise and facilities required for a major sorting operation. In addition consumers would not be willing to purchase products with shorter than normal shelf lives. Feeding a vehicles’ mixed load back into a distribution centre was rather like trying to run a car manufacturing line in reverse. Finding centres that could rapidly unload and sort approaching 100 vehicles in a few hours was not feasible. We were also asked what our advice to the retailer would have been if we had been approached when staff were allowed back into the distribution centre. Our view was that it would be totally irresponsible for the retailer to sell food with no reliable temperature control history that could have spent many hours if not days above temperatures that would support pathogenic growth. It would also be totally irresponsible for the retailer to sell frozen food such as ice cream whose textural quality could be compromised.
Criminal Prosecutions
Most of FRPERC’s legal work is on civil disputes, however we have been involved in criminal prosecutions. In two cases Customs and Excise officers located tonnes of cannabis resin hidden within lorry loads of frozen food on lorries arriving from the continent. In each case we were asked to look at the temperature records and relate them to those from the tachometer and try to identify when and where the drugs were loaded. In both cases the drivers were found guilty of trying to smuggle drugs into the UK.
Overall
FRPERC’s legal expertise covers a very wide and expanding remit and we would welcome enquiries from any organisation with disputes that need resolving.
